







下面我們就總結(jié)一下離線編程中誤差的來源以及如何使這些誤差最小化。
【誤差來源一:TCP測量誤差】
首先就要說說TCP了,想必看過小萌文章的伙伴們對此都不陌生了。TCP就是工具中心點,如果機器人工作連自己拿著的工具的中心點都找不到在哪里,可想而知這個誤差有多大。所以我們就要對TCP進行測量,測量后我們要將誤差控制在認(rèn)可范圍內(nèi),然后對其測量結(jié)果進行驗證,可以在固定點處進行重定位操作,檢驗機器人在固定點處進行多姿態(tài)運動時是否在規(guī)定誤差范圍之內(nèi)。

【誤差來源二:工件幾何與定位誤差】

最后就是機器人誤差了,也有兩個方面:
一方面是機器人本身在加工與裝配過程中所產(chǎn)生的誤差,這就導(dǎo)致了最后生成出來的機器人,與其設(shè)計時的DH參數(shù)不可能完全一樣,正如世界上沒有兩片完全一樣的樹葉,世界上也沒有兩個完全一樣的機器人。
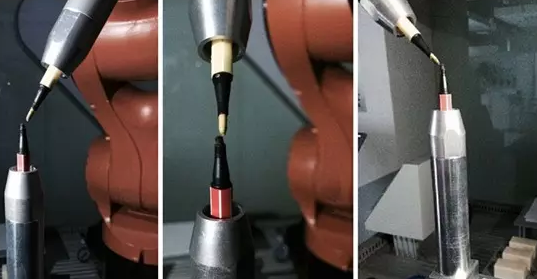
另一方面就是機器人絕對定位誤差。所有機器人廠家都沒有跟你講過的一個事實。在各大機器人公開的標(biāo)稱參數(shù)中,都是重復(fù)定位精度,可以達到0.05mm,或者0.02mm,但不會有一家提供絕對定位精度的。絕對精度就是指實際值與理論值的一致程度。我們控制讓機器人移動到每個目標(biāo)點,機器人實際到達點與目標(biāo)點之間存在著一定的距離誤差。我們給定相同的坐標(biāo)X,Y,Z,讓機器人三次以不同的姿態(tài)指向它,結(jié)果竟是這樣不靠譜,這讓多少對機器人崇拜的機器人愛好者們的心碎了一地。但情況其實并沒有那么糟,這種絕對誤差只有在機器人極限的姿態(tài)下才會比較大,而舒服的姿態(tài)時,誤差相對比較小,而且也是因“人”而異。
通過消除以上三方面的誤差來源,可以使離線編程的精度大大提高,從而可以使機器人很好的應(yīng)用于打磨、去毛刺、切割、噴涂等復(fù)雜軌跡領(lǐng)域。作為國內(nèi)第一品牌商業(yè)化機器人離線編程軟件的RobotArt,正式推出后,徹底打破了國外軟件壟斷的局面,大大降低了國內(nèi)機器人應(yīng)用的成本,同時為國內(nèi)機器人應(yīng)用提供了更好的服務(wù)。我們期待國人能夠做出更多類似RobotArt這樣優(yōu)秀的機器人離線編程軟件


